公司联系方式
深圳地址
深圳福田区滨河大道5003爱地大厦西座21A
0755-83975718 83762660
武汉地址
武汉市汉阳区经开未来城B栋903-904室
027-84797336 18128857586
 您当前的位置:
您当前的位置:西门子S7-200PLC与UniMAT在电池包装流水线的应用
时间:2016-05-27 14:16:13 来源: 作者: 1 引言
随着我国经济的发展,人们对扩展(S7-电子设备的需求越来越大、对电子设备的质量要求也越来越高。针对自动化流水线的需求也越来越广泛,因此,需要可靠、功能齐全、响应速度快的控制系统。然而Uni MAT200CPUPLC可靠性高、抗干扰能力强、性能稳定、容易扩展、便于维护和升级等优点都强于PC机。此自动化流水线选用西门子)及控制系统,下面具体介绍设计方案。
2 系统概述
电池包装流水线主要由电池性能检测、电池贴附商标及电池裹标三部分工艺及各设备机构的衔接传送控制部分。电池性能检测:此控制系统需要采集电池性能检测数据,处理后送入PLC,经PLC运算穗选电池良品;传动到贴附商标设备中,控制伺服电机对电池贴附功能,由角度扫描测定电池贴附精度,穗选电池良品送入全自动裹标设备放料平台,经三个步进电机控制到裹标位置-裹标-下料。光纤
3 系统构成及功能
PLC:CPU点数字量输入) EM224(西门子);UniMAT扩展模块:16EM221(32点数字量输入)、EM221((32点数字量输出) EM221(16点数字量输出) EM253(运动控制模块)
一:控制要求
1监视整个流水线的工作情况。
2进行各设备时间参数及计数参数设置。
3执行控制全局作用,负责各部分工艺工作的状态,处理使整个系统良好运行。222
二:整个系统精度控制
1伺服电机精确控制,通过对伺服发送脉冲数控制卷料商标压轴角度达到精确的出标位置,实现高精度的贴标任务。
2步进电机的精确控制,此系统使用三个步进电机:步进电机传送电池到裹标位置,为减少误差累计的负面影响,使用发送高数脉冲数实现精确定位;裹标利用步进转动角度和转矩控制裹标的质量;下料为自动装置且下料机构须同一位置进行且不影响产品情况下选用步进电机收料到一定数量后整体移出。步进电机是将电脉冲信号变换成角位移的一种机电式数模转换器。它受脉冲信号控制,角位移与输入脉冲个数构成严格的正比例关系,每输入一个脉冲,步进电机就转动一定的角度。它具有定位精度高、惯性小、无积累误差、启动性能好等
三:系统需求
1、数据采集卡,采集电池性能检测信息功能。
2、数字量输入及输出。
3、高频脉冲输出。
4手动及自动运行两套系统,且对各个输入点进行监视,如发现异常立即停止此系统,发出报警功能。
4 、系统控制过程
此系统采取同步和异步控制程序,主要提高各工艺的利用率及生产效率。(部分动作控制流程图如下)
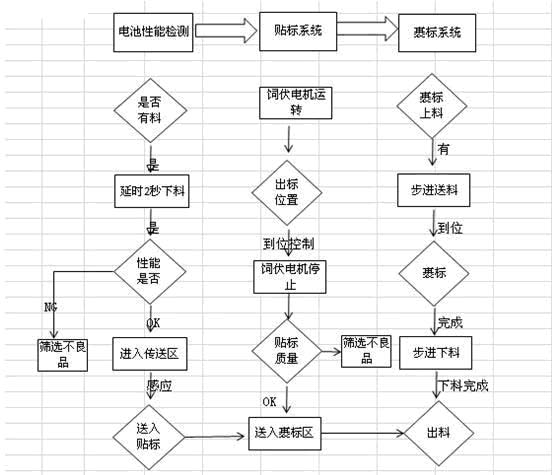
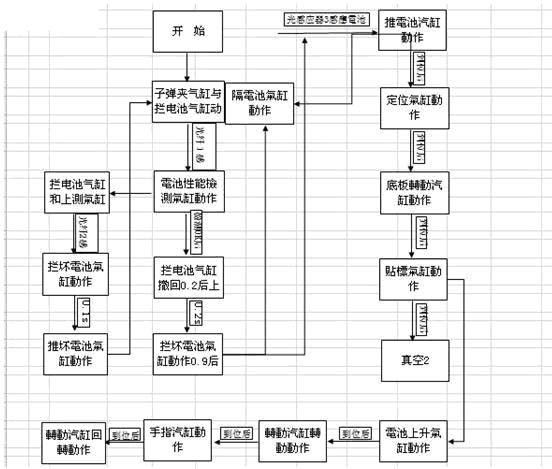
工艺流程图 电池性能检测控制流程图(部分控制流程)
5、应用效果分析
经整个系统稳定后,全自动包装流水线在各监控中下无误差的稳定生产;西门子S7-200PLC和UniMAT扩展模块抗干扰性强、稳定及可靠性增强该系统运行和监控能力。今后全自动流水线将是大型企业发展趋势,其控制系统的全面性,功能的强大性也是PLC发展趋势





 地址 Add : 深圳福田区滨河大道5003爱地大厦西座21A
地址 Add : 深圳福田区滨河大道5003爱地大厦西座21A 电话Tel:0755-83975718 83762660
电话Tel:0755-83975718 83762660 传真Fax:(86) 0755-83975718
传真Fax:(86) 0755-83975718  luyunfeng@szrunning.com
luyunfeng@szrunning.com